














Kernbohrer HSS
Kernbohrer HSS
KERNBO-MET-HSS-BOTF50MM-D18MM
Art.-Nr. 0630940180
EAN 4050642953734
Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Hohe Leistung und schneller Bohrfortschritt bei hoher Lebensdauer
Im Gegensatz zum Vollbohren wird nur ein dünner Metallring zerspant. Bohrkern wird durch einen Auswerferstift aus gestoßen.
Kein Vorbohren nötig, keine Gratbildung
Vor- und Nachbearbeitung fällt weg
Optimierte Schneidengeometrie
- Höhere Standzeiten im Vergleich zu vielen marktüblichen Kernbohrern
- Sauberes Bohrbild
- Toleranzgenaues Bohrloch
Exakte Führung, kein Verrutschen
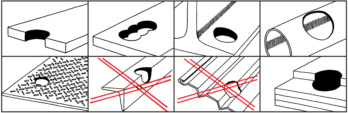
Geeignet für Überlappungsbohrungen. Problemloses Bohren auf gewölbten Flächen und Rohren.
- Im Gegensatz zu Spiralbohrern zerspant der Kernbohrer nicht den kompletten Bohrerdurchmesser, sondern nur einen dünnen Materialring. Der Bohrkern wird durch einen nicht im Lieferumfang inbegriffenen Auswerferstift mittels Federkraft ausgestoßen. Kernbohrer haben deshalb eine bis zu 10-fach kürze Bohrzeit im Vergleich zu Spiralbohrern.
- Ausreichende, kontinuierliche Kühlung während des gesamten Bohrvorgang erhöht die Standzeit des Kernbohrers erheblich. Nicht trocken einsetzen.
- Nicht geeignet für Pressspan, Titan sowie hitzebeständige und höherlegierte Stähle
- Kernbohrer-/Werkstoffzuordnungen sowie Schnittwerte siehe Übersichtstabellen
- Tragen Sie bei der Anwendung geeignete Schutzausrüstung, wie z.B. Augenschutz, Gehörschutz, Schutzhandschuhe
- Legen Sie weite Kleidung oder Schmuck, der sich in beweglichen Teilen verfangen kann, ab
- Die Kernbohrer dürfen nicht handgeführt eingesetzt werden
- Achten Sie vor dem Einsatz auf eine einwandfreie Rundlaufgenauigkeit und die korrekte Spannfunktion des Werkzeugantriebs
Datenblätter(X)

- Mit Weldonschaft ∅ 19 mm für den Einsatz auf mobilen Magnet- oder stationären Bohrmaschinen zum Fertigen von großen Bohrungen bis Durchmesser 50 mm
- Der Einsatz auf Bohrmaschinen von Fein mit QuickIn-Aufnahme ist über einen Adapter möglich
- Die Anwendung auf stationären Bohrmaschinen mit Morsekegel-Aufnahme ist über passende Aufnahmehalter möglich
- Auswerferstift in den Kernbohrer einstecken
- Kernbohrer in den Aufnahmehalter der Bohreinheit schieben und die Innensechskantschrauben fest anziehen
- Bei Schnellspannaufnahmen wird der Kernbohrer automatisch arretiert
- Auf sauberen Sitz des Kernbohrers im Aufnahmehalter achten
- Eine seitliche Belastung des Bohrers im Einsatz könnte zum Werkzeugbruch führen
- Bohreinheit in die richtige Lage zum Bohren bringen – auf stabilen Stand der Bohreinheit achten
- Sichern Sie ggf. die Bohreinheit vor dem Bohren mit einem Sicherheitsspannband, besonders beim Einsatz auf vertikalen Flächen und bei Überkopfarbeiten
- Drehzahltabelle beachten und Kühlmittel verwenden
- Vorsichtig anbohren (Ankörnen und Vorbohren entfallen), auf gleichmäßigen Vorschub und gleichmäßige Drehzahl während des gesamten Bohrvorgangs achten
- Nach jedem Bohren Späne und Bohrkern entfernen
- Vorsicht Verletzungsgefahr, Späne und Bohrkern können sehr heiß und scharf sein
Qualität | Würth-Standard |
Schnitttiefe | 50 mm |
Durchmesser | 18 mm |
Länge | 84,6 mm |
Zu bearbeitender Werkstoff | Stahl, Aluminium, Holz |
Schaftform | Weldon |
Oberfläche | Blank |
Schneidstoff | HSS |
Standzeit (Punktesystem) | 2 von 4 Punkten |
Bohrgeschwindigkeit (Punktesystem) | 3 von 4 Punkten |
Bohrlochgüte (Punktesystem) | 4 von 4 Punkten |
Vielseitigkeit (Punktesystem) | 2 von 4 Punkten |
Bohrverhalten (Punktesystem) | 3 von 4 Punkten |
| Schnittwerte | |||||||||
| Für Ø 12,0 - 20,0 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 12,0 | ab Ø 16,0 | ab Ø 20,0 | |||||
| vc | n | n | n | ||||||
| von | bis | von | bis | von | bis | von | bis | ||
| Stähle | |||||||||
| Allgemeine Baustähle | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Unlegierte Vergütungsstähle | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Niedriglegierte Vergütungsstähle | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Unlegierte Vergütungsstähle | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Niedriglegierte Vergütungsstähle | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Güsse | |||||||||
| Gusseisen | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Kugelgraphit und Temperguss | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| NE-Metalle | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminiumlegierungen | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Al-Knetlegierungen | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Al-Gusslegierungen <= 10%Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Magnesium-Legierungen | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Kupfer, niedriglegiert | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Messing, kurzspanend | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Messing, langspanend | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Bronze, kurzspanend | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Kunststoffe | |||||||||
| Kunststoffe, duroplastisch | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Kunststoffe, thermoplastisch | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| n = Drehzahl [U/min] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte | |||||||||
| Für Ø 36,0 - 50,0 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 36,0 | ab Ø 40,0 | ab Ø 50,0 | |||||
| vc | n | n | n | ||||||
| von | bis | von | bis | von | bis | von | bis | ||
| Stähle | |||||||||
| Allgemeine Baustähle | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Unlegierte Vergütungsstähle | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Niedriglegierte Vergütungsstähle | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Unlegierte Vergütungsstähle | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Niedriglegierte Vergütungsstähle | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Güsse | |||||||||
| Gusseisen | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Kugelgraphit und Temperguss | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| NE-Metalle | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminiumlegierungen | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Al-Knetlegierungen | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Al-Gusslegierungen <= 10%Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Magnesium-Legierungen | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Kupfer, niedriglegiert | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Messing, kurzspanend | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Messing, langspanend | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Bronze, kurzspanend | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Kunststoffe | |||||||||
| Kunststoffe, duroplastisch | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Kunststoffe, thermoplastisch | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Schnittwerte | |||||||||
| Für Ø 24,0 - 32,0 | |||||||||
| Werkstoffbezeichnung | Zugfestigkeit | ab Ø 24,0 | ab Ø 28,0 | ab Ø 32,0 | |||||
| vc | n | n | n | ||||||
| von | bis | von | bis | von | bis | von | bis | ||
| Stähle | |||||||||
| Allgemeine Baustähle | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Unlegierte Vergütungsstähle | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Niedriglegierte Vergütungsstähle | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Unlegierte Vergütungsstähle | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Niedriglegierte Vergütungsstähle | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Güsse | |||||||||
| Gusseisen | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Kugelgraphit und Temperguss | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| NE-Metalle | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminiumlegierungen | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Al-Knetlegierungen | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Al-Gusslegierungen <= 10%Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Magnesium-Legierungen | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Kupfer, niedriglegiert | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Messing, kurzspanend | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Messing, langspanend | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Bronze, kurzspanend | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Kunststoffe | |||||||||
| Kunststoffe, duroplastisch | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Kunststoffe, thermoplastisch | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!